


工程塑料peek注塑加工成型温度如何把控
工程塑料peek注塑加工快盈IVwelcome具有耐高温、耐化学腐蚀等优良性能,因此常被用做食品包装材料和其他日用品。由于 peek材料的热塑性和其独特的性能,在注塑成型过程中容易出现变形、收缩、开裂、分层、脱层等缺陷,对产品质量产生很大影响。
peek注塑成型过程中的温度控制是生产优质 peek材料的重要因素。在实际生产中,对 主要应从以下几个方面入手:
(1)冷却系统是否完善;
快盈IVwelcome(2)模具温度是否合适;
(3)注射压力与保压压力的调整;
以上因素对 peek材料注塑成型质量都有较大的影响。
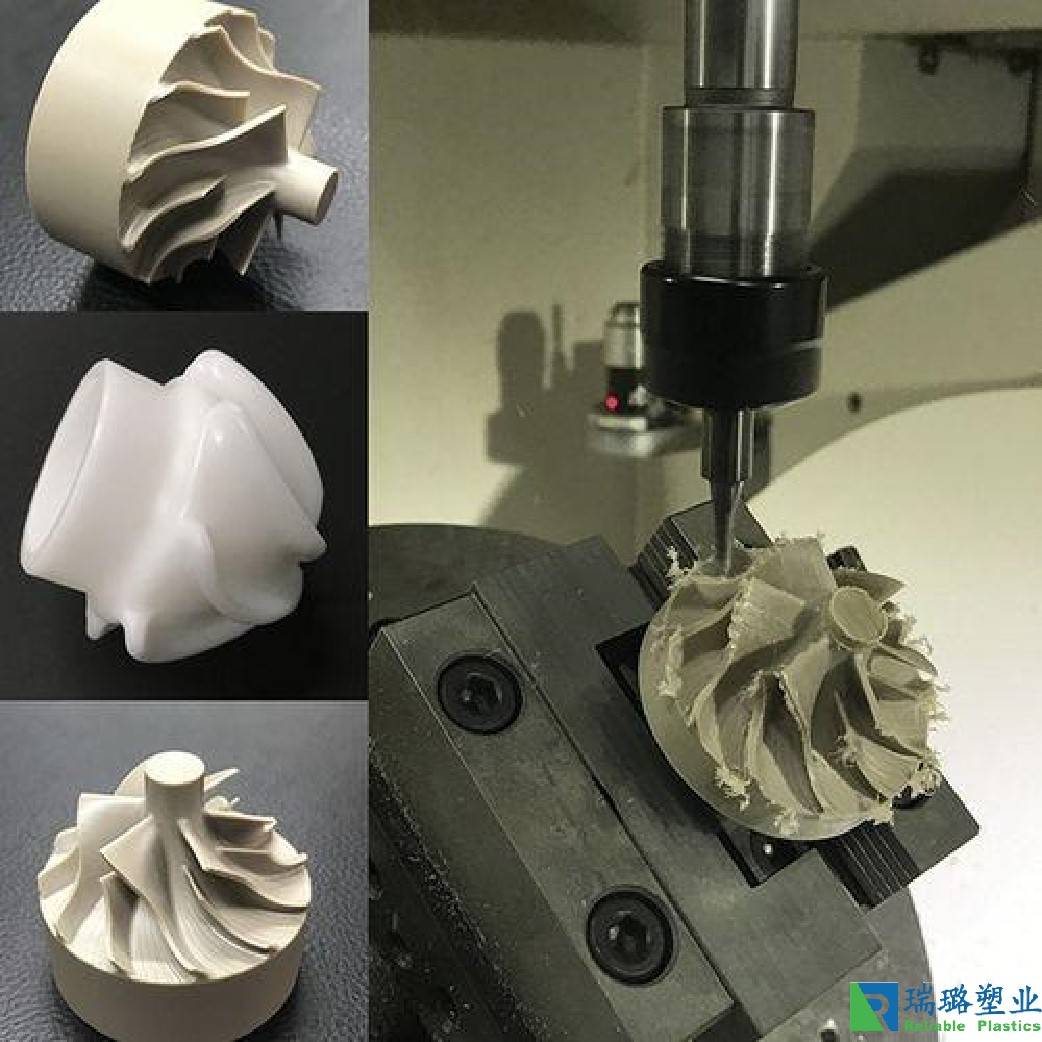 peek注塑
peek注塑
冷却系统是否完善
在冷却过程中,如果冷却系统不完善,会造成塑件内产生应力,使塑件变形开裂。因此,在实际生产中,必须要及时调整冷却系统的管道、阀门、喷嘴的位置和数量等,使其达到设计要求。此外,在实际生产中还应该根据peek注塑工艺条件,选择适当的冷却水和冷却液。如果选择不当,冷却系统可能会产生不良后果。例如,如果冷却水温度过低,将导致塑件内产生气泡;如果冷却水温度过高,将导致塑件变形开裂。
 peek注塑制品
peek注塑制品
模具温度是否合适
模具温度是影响 工程塑料peek注塑加工质量的重要因素之一。模具温度的变化会导致注塑成型制品的表面质量、尺寸稳定性和注射压力等方面产生差异。在生产过程中,模具温度一般控制在170-220℃,这个范围内可以获得比较好的塑件质量。
如果模具温度太高,将会导致 peek注塑制品收缩不均匀,容易出现收缩孔和缩水纹,从而影响到 peek注塑制品的外观质量,而且在塑件脱模时容易产生变形。
 peek注塑
peek注塑
注射压力与保压压力的调整
注射压力与保压压力的调整是提高注塑制品质量的关键环节。注射压力与保压压力是根据产品要求和注塑机的性能确定的。
快盈IVwelcome一般来说,注射压力和保压压力应比产品厚度小1/2~2/3左右,且应保持较高的压力,以使熔料能充分填满模具型腔,使制品获得优良的机械性能。若压力过低,则塑件表面易出现波纹、气泡等缺陷;若压力过高,则可能导致熔体的分解及制品内应力过大。
由于 peek材料具有热塑性,注射压力和保压压力的调整,必须考虑到制品是否能承受一定的热变形应力,所以一般情况下注射压力应高于保压压力1.5倍左右。
注塑温度的影响因素
快盈IVwelcome工程塑料peek注塑加工温度主要由模具温度、塑料材料的化学结构和性质以及聚合物的物理性能决定。冷却系统是否完善、模具温度是否合适对注塑温度的影响很大。当模具温度较高时,注塑过程中会有大量的气体被排出,塑料粘度会变低,粘度降到一定程度时会发生熔体的流动现象,当注塑压力与保压压力调整后,由于塑料粘度变小,塑料粘度值又会上升。在注塑过程中要保持模具温度和塑料材料的化学结构稳定,避免过高或过低的温度造成成品缺陷。
peek材料的熔接痕
peek材料的熔接痕是指两股或多股塑料熔体互相熔接形成的痕迹。peek材料的熔接痕主要由以下原因造成:(1)挤出温度过高;(2)熔体在螺杆和模具之间流动不充分,两股熔体之间的压力差不足;(3)冷却速度太慢,或注射速度太快,使塑料在模具上局部堆积而造成。
 工程塑料注塑厂家
工程塑料注塑厂家