


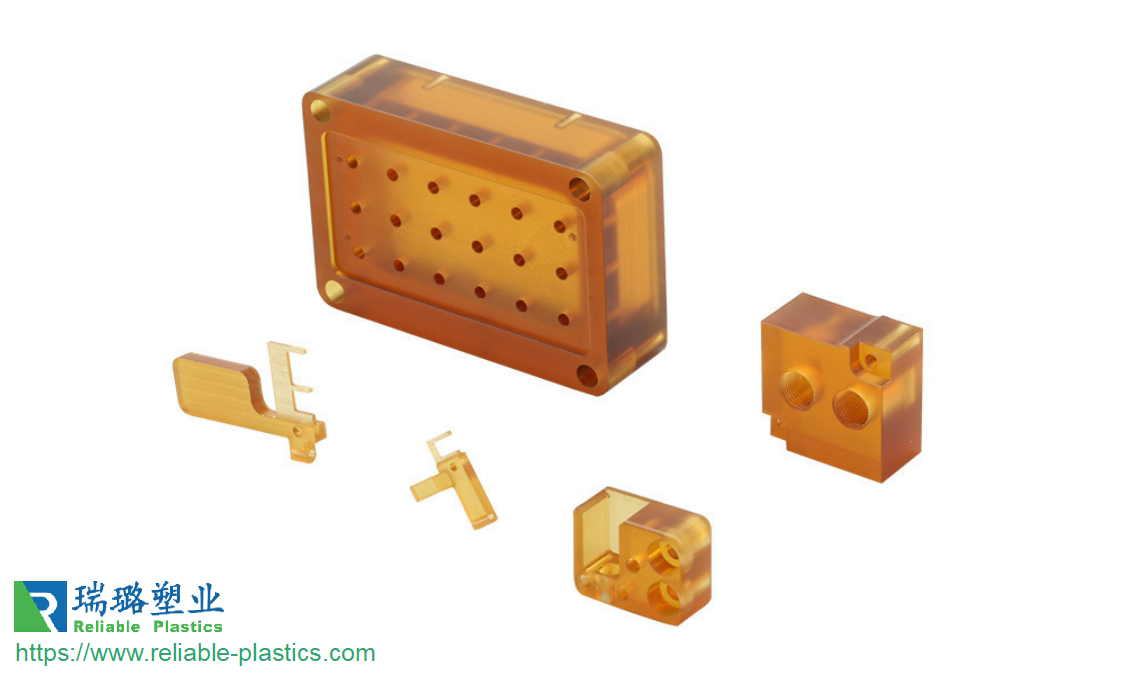
一些航空任务需要被推进到200至800公里的低空轨道,这样的工况环境将面临高能辐射和温度波动,普通高分子材料将会受到严重侵蚀,从而导致结构和化学性能改变,影响零部件整体性能,聚醚酰亚胺PEI作为一种均匀的热塑性工程塑料,因其热膨胀系数低、机械、热和电气性能更好,在玻璃化转变温度为217℃,并且由于其优异的流动特性,可以通过精密注塑加工成型的方式,高效快捷得到。
在PEI材料加工工艺上,我们遵循以下原则:
1. 模具设计:PEI材料的流动性较好,容易出现粘前模的现象。因此,在模具设计时需要考虑这一点,选择合适的浇口位置和形状,避免熔体在流动过程中出现堵塞或渗漏等问题。
2. 注塑压力和注射温度:在加工过程中,需要控制注塑炮筒温度和模温,通常在380℃以上,模具温度控制在170℃,确保PEI材料充分填充模具,避免出现气泡、缩孔等缺陷。
总结
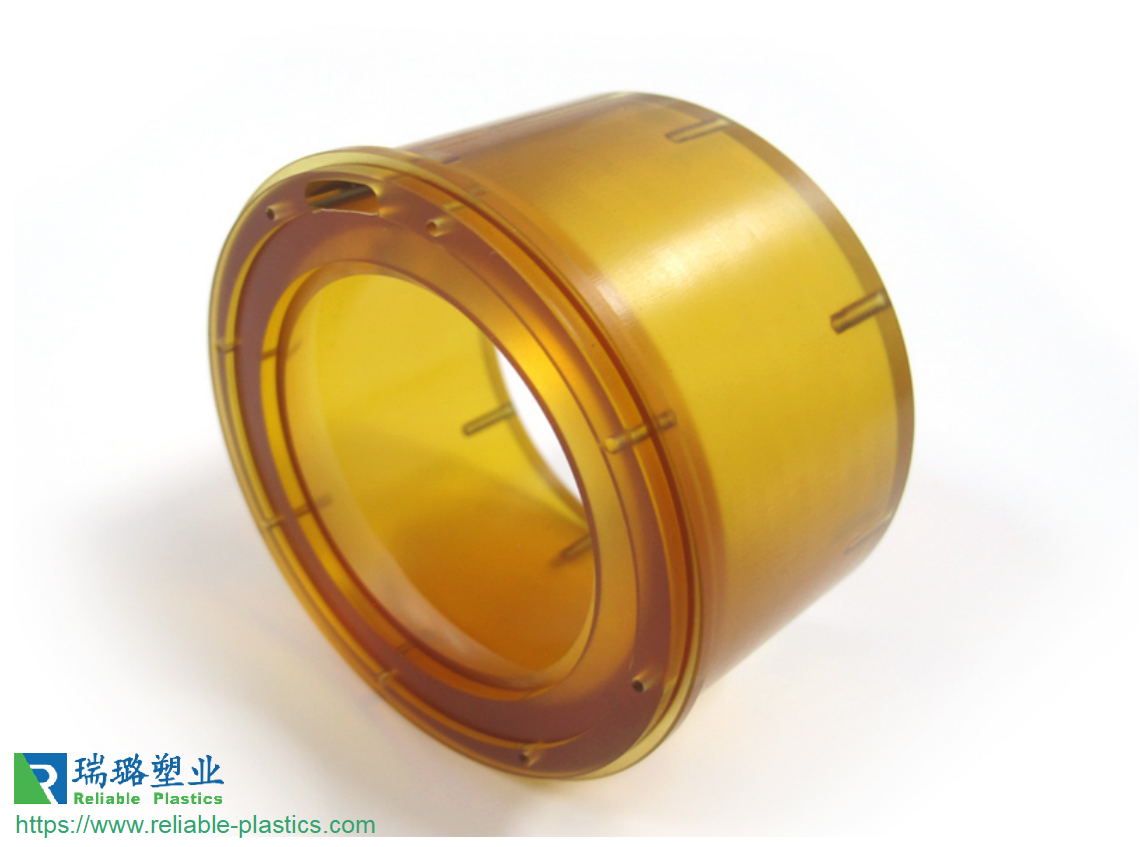
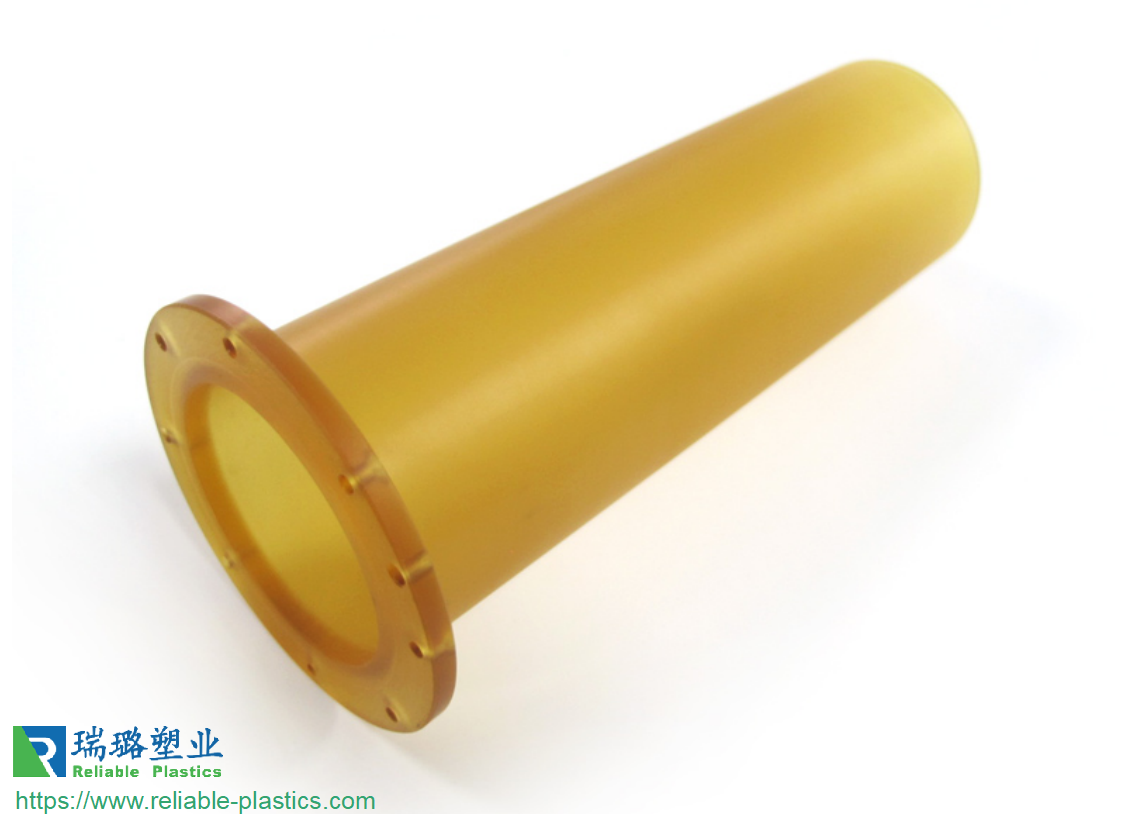
本文中PEI材料加工严格遵循注塑工艺标准,在PEI零件样品打样阶段经过了严格的质量体系控制,然后进行机械测试,在测试数据均达到要求后,充分检查了PEI零件的形态特征,最终得到尺寸精确的PEI注塑零件。
上一篇:没有了